सोल्डरिंग तापमान - महत्वपूर्ण बिंदुएक हिस्सेदार के काम में, जिस पर उच्च गुणवत्ता वाला धातु कनेक्शन निर्भर करता है। यह संकेतक टिनोल के पूर्ण पिघलने से अधिक होना चाहिए। कुछ मामलों में, संकेतक लिक्विडस लाइन और सॉलिडस लाइन के बीच हो सकता है।
सिद्धांत के आधार पर, अंतराल को भरने से पहले मिलाप को पूरी तरह से पिघलाया जाना चाहिए और केशिका बलों के प्रभाव में संयुक्त में वितरित किया जाना चाहिए। इस संबंध में, उच्च तापमान टांकना जैसी प्रक्रिया के लिए टिनोल का तरल तापमान सबसे कम उपयोग किया जा सकता है। बदले में, सभी भागों को इस तापमान या इससे अधिक तक गर्म किया जाना चाहिए।
यह सुनिश्चित करना असंभव है कि भागों के सभी आंतरिक और बाहरी हिस्सों को केवल एक निश्चित तापमान पर ही गर्म किया जाता है। ताप दर, स्थान, धातु के हिस्सों का द्रव्यमान, साथ ही धातु के थर्मल विस्तार के गुणांक को ब्रेज़्ड किया जा रहा है, ये सभी कारक हैं जो भाग में गर्मी वितरण निर्धारित करते हैं।
भागों के तेजी से स्थानीय हीटिंग की स्थितियों में, तापमान वितरण असमान है, बाहरी सतहों का तापमान आंतरिक की तुलना में काफी अधिक है। धीमी गति से हीटिंग और गर्मी के वितरण के दौरान, सोल्डरिंग यूनिट में गर्मी ऊर्जा का वितरण और भी अधिक होता है।
टांका लगाने के दौरान टिनोल का प्रसार और विघटन
पिघले हुए सोल्डर के साथ जुड़ने के लिए धातु के गीलेपन के दौरान, टिनोल द्वारा बेस मेटल का विघटन या टिनोल के घटकों का बेस मेटल में प्रसार हो सकता है। उसके ऊपर, यदि बेस मेटल के साथ टिनोल रासायनिक रूप से समान है, तो विसरण बनने की सबसे अधिक संभावना है।
विघटन और प्रसार निम्नलिखित कारकों से प्रभावित हो सकता है:
- सामग्री में शामिल होने का तापमान;
- टांका लगाने का समय;
- शामिल होने वाली धातु की ज्यामिति, क्योंकि यह टिनोल के संपर्क में आने वाली आधार सामग्री के क्षेत्र को परिभाषित करती है;
- रासायनिक संरचना।
दुर्लभ मामलों में, सोल्डरिंग के दौरान, आधार सामग्री के दानों के बीच टिनोल के स्थानीय प्रसार के कारण, सामग्री आंतरिक तनाव के आधार पर फैलती है। बेस मेटल में टिनोल के अत्यधिक प्रसार से धातु के यांत्रिक और भौतिक गुणों पर असर पड़ने की संभावना है।
इस प्रकार, आधार सामग्री के पतले हिस्से मिलाप संयुक्त का सबसे कमजोर क्षेत्र हैं। इस जगह पर कटाव के कारण गोले बन सकते हैं। यह ध्यान दिया जाना चाहिए कि थिनॉल के साथ आधार धातु के विघटन से इसके तरल पदार्थ का तापमान बदल जाता है, जिससे भागों के बीच की खाई को अपर्याप्त रूप से भरना पड़ता है।
प्रसार या विघटन को कम करने के लिए, कई मिश्र धातुएं हैं जिनका उपयोग थिनोल्स के रूप में किया जाता है। जब तापमान प्रभावी लिक्विडस तापमान से नीचे पहुंच जाता है तो सोल्डर एक तरल स्थिरता प्राप्त कर लेते हैं। एक समान संरचना के मिलाप के लिए धन्यवाद, उच्च तापमान टांकना भी उन परिस्थितियों में सफलतापूर्वक किया जाता है जब धातुओं में शामिल होने का तापमान तरल रेखा तक नहीं पहुंचता था।
एसएमडी घटकों का कनेक्शन तापमान
निचला हीटिंग घटक से एसएमडी बोर्ड तक गर्मी अपव्यय को कम करना संभव बनाता है, जिससे सोल्डरिंग के लिए वांछित उपकरण तापमान कम हो जाता है। घटकों को बदलने के लिए वायु विधियों के उपयोग के दौरान, नीचे का हीटिंग एसएमडी बोर्ड के ताना-बाना को पूरी तरह से कम करने या समाप्त करने में सक्षम है, जो गर्म हवा के माध्यम से एकतरफा हीटिंग के कारण अच्छी तरह से हो सकता है।
इसके अलावा, सिरेमिक के आधार पर बने मुद्रित सर्किट बोर्डों को तापमान चरम सीमा तक इन सामग्रियों की संवेदनशीलता के कारण सोल्डरिंग प्रक्रिया से पहले धीरे-धीरे पहले से गरम करने की आवश्यकता होती है।
थर्मल ऊर्जा की आपूर्ति की विधि के आधार पर, इन्फ्रारेड और साथ ही संवहन तल हीटरों को प्रतिष्ठित किया जा सकता है। पहले उपकरणों में अक्सर कई क्वार्ट्ज लैंप होते हैं, जिनमें एक स्पष्ट लाल चमक होती है। संवहन उपकरणों के संबंध में, वे मजबूर संवहन लागू करके काम कर सकते हैं।
विचाराधीन एसएमडी घटक काफी नाजुक होते हैं, और कंपन अस्थिरता (यांत्रिक आघात) के तहत दरार पड़ सकते हैं। एसएमडी घटकों का एक और नुकसान सोल्डरिंग के दौरान अति ताप करने की असहिष्णुता है, यही कारण है कि अक्सर माइक्रोक्रैक दिखाई देते हैं, जिन्हें नोटिस करना लगभग असंभव है। इस मामले में शायद सबसे अप्रिय बात यह है कि आप ऑपरेशन के दौरान एसएमडी घटकों में दरार के बारे में सीखते हैं। आप एक साधारण मल्टीमीटर का उपयोग करके smd भागों में दरारों की जाँच कर सकते हैं।
इस प्रकार, smd भागों को टांका लगाने वाले स्टेशन के साथ-साथ टांका लगाने वाले लोहे का उपयोग करके जोड़ा जा सकता है। सेलर्स के एक निश्चित हिस्से का दावा है कि स्थिर तापमान वाले सोल्डरिंग स्टेशन के साथ घटकों को मिलाप करना आसान है। हालांकि, अगर कोई सोल्डरिंग स्टेशन नहीं है, तो समस्या को सोल्डरिंग आयरन से हल किया जा सकता है, इसे एक नियामक के माध्यम से चालू किया जा सकता है। यह ध्यान दिया जाना चाहिए कि नियामक के बिना, पारंपरिक टांका लगाने वाला लोहाइसकी नोक (डंक) का तापमान 400 ग्राम के तापमान तक पहुँच जाता है। सी. एसएमडी-घटकों के साथ काम करते समय संकेतक 260-270 जीआर होना चाहिए। साथ।
सोल्डरिंग आयरन टिप का इष्टतम ताप तापमान, साथ ही मैनुअल सोल्डरिंग के दौरान आवश्यक शक्ति संकेतक हैं जो इस पर निर्भर करते हैं प्रारुप सुविधायेटांका लगाने वाला लोहा, वह कार्य जो वह करता है। सीसा रहित ट्यूबलर सोल्डर के साथ काम करते समय, जिसमें 217-227 ग्राम के क्रम का गलनांक होता है। सी, टांका लगाने वाले लोहे की नोक की न्यूनतम ताप दर 300 ग्राम है। साथ।

टांका लगाने के दौरान, टांका लगाने वाले लोहे की नोक के अत्यधिक गर्म होने से बचने के साथ-साथ धातु के लिए टिप के लंबे समय तक संपर्क से बचने के लिए हर संभव तरीके से आवश्यक है। ज्यादातर मामलों में, सीसा रहित सेलर्स और पारंपरिक टिनोल के साथ काम करते समय, टांका लगाने वाले लोहे की नोक को 315-370 ग्राम के तापमान पर गर्म करना सबसे उपयुक्त होता है। साथ।
कुछ स्थितियों में, उत्कृष्ट परिणाम जब टांका लगाने वाले smd घटकों को अल्पकालिक हीटिंग के दौरान प्राप्त किया जा सकता है (टांका लगाने वाले लोहे की नोक की कार्रवाई की अवधि 0.5 सेकंड तक है), साथ ही साथ जब टांका लगाने वाले लोहे की नोक को एक संकेतक से गर्म किया जाता है 340 से 420 जीआर। साथ।
एसएमडी घटकों के लिए टांका लगाने की प्रक्रिया
एसएमडी घटकों के लिए टांका लगाने की प्रक्रिया:
- सबसे पहले, पैड में से एक को ओट्लड करें। ऐसा करने के लिए, आगे पट्टिका बनाने के लिए पर्याप्त मात्रा में टिनोल लागू करें।
- इसके बाद नियंत्रण कक्ष पर smd-घटक की स्थापना की जाती है।
- अगला कदम चिमटी के साथ smd-घटक को पकड़ना है, और साथ ही टांका लगाने वाले लोहे की नोक को लाना है, जिससे smd-घटक लीड के साथ टांका लगाने वाले लोहे की नोक का एक साथ संपर्क सुनिश्चित होता है, साथ ही खराब हो चुके KP भी।
- 0.5-1.5 सेकंड के लिए शॉर्ट सोल्डरिंग करें। डिवाइस के स्टिंग के संबंध में, इसे वापस लेना होगा।
- अगला, दूसरे आउटपुट का उच्च-तापमान सोल्डरिंग किया जाता है: डिवाइस की नोक लाकर, आप आउटपुट और गियरबॉक्स के साथ टिप के साथ-साथ संपर्क सुनिश्चित करते हैं।
- इसके अलावा, टांका लगाने वाले लोहे की नोक के विपरीत तरफ से, आपको गियरबॉक्स के साथ-साथ घटक आउटपुट के लिए 45 ° के कोण पर टिनोल को लागू करना चाहिए।
चार रहस्य - सफल सोल्डरिंग की कुंजी
उच्च गुणवत्ता वाले सोल्डरिंग के चार रहस्य हैं, इसके बाद भाग के दीर्घकालिक संचालन के बाद। आइए उन पर अधिक विस्तार से विचार करें।
मौलिक गुणवत्ता कनेक्शन:
- सोल्डरिंग में सोल्डर और फ्लक्स का सही उपयोग;
- टांका लगाने वाले लोहे की नोक की सफाई, साथ ही इसके हीटिंग की डिग्री;
- प्रक्रिया के दौरान साफ ब्रेज़्ड धातु की सतहों;
- सही कनेक्शन, भागों के कार्य क्षेत्र का पर्याप्त ताप।
जैसा कि यह स्पष्ट हो जाता है, बहुत कुछ भागों के ताप तापमान के साथ-साथ टांका लगाने वाले लोहे के ताप की डिग्री पर निर्भर करता है। आपको कुछ टिन-लीड सोल्डरों के गलनांक के बारे में भी पता होना चाहिए।
सोल्डर का पिघलने का तापमान
| अंकन मिलाप | तापमान गलन(डिग्री सेल्सियस) |
| पीओएस-90 | 222 |
| पीओएस-60 | 190 |
| पीओएस-50 | 222 |
| पीओएस-40 | 235 |
| पीओएस-30 | 256 |
| पीओएस-18 | 277 |
| पीओएस-4-6 | 265 |
सोल्डरिंग के तकनीकी घटक का ज्ञान मिलाप को लंबे समय तक भागों में शामिल होने की अनुमति देता है, जो एक सच्चे पेशेवर के लिए एक उत्कृष्ट गुण है। इस प्रकार, उच्च तापमान टांकना अच्छा प्रदर्शन करेगा।
टांका लगाने वाले लोहे में एक विशेष तापमान मीटर नहीं होता है। टांका लगाने वाले लोहे का न्यूनतम ताप तापमान यह सुनिश्चित करना चाहिए कि मिलाप 5-10 सेकंड के लिए उत्पाद को छूने पर पिघल जाए। जैसे-जैसे तापमान बढ़ता है, सोल्डर के पिघलने और ब्रेज़ किए जाने वाले सेक्शन के गर्म होने में तेजी आती है, जिससे प्रक्रिया की उत्पादकता में वृद्धि होती है।
हालांकि, जैसे-जैसे तापमान बढ़ता है, सोल्डरिंग आयरन का सेवा जीवन कम होता जाता है। इसलिए, टांका लगाने वाले लोहे का अधिकतम तापमान 400-410 ग्राम से अधिक नहीं होना चाहिए। यह तापमान जस्ता के पिघलने की जाँच करके निर्धारित किया जा सकता है। जस्ता 419g का पिघलने का तापमान। जस्ता वजन का एक टुकड़ा, उदाहरण के लिए, 1 ग्राम, एक इन्सुलेट प्लेट पर घुड़सवार (ताकि कोई गर्मी अपव्यय न हो), एक गर्म टांका लगाने वाले लोहे से छूने पर पिघलना नहीं चाहिए। किसी भी मामले में, आपको टांका लगाने वाले लोहे को लाल गर्मी में नहीं लाना चाहिए, जब मिलाप और तांबा एक दूसरे के साथ अधिक तीव्रता से प्रतिक्रिया करना शुरू करते हैं।
वास्तव में, टांका लगाने के लिए टांका लगाने वाले लोहे का तापमान पर्याप्त होता है, अगर हाथ के पिछले हिस्से को टांका लगाने वाले लोहे में 8-10 सेमी की दूरी पर लाने पर गर्मी महसूस होती है।
गर्म टांका लगाने वाले लोहे को एक विशेष स्टैंड पर रखा जाना चाहिए।
कम पिघलने वाले सोल्डर के साथ विभिन्न धातुओं को टांका लगाने की तकनीकी प्रक्रिया लगभग समान है। पूरा अंतर है सही चुनावसोल्डर और फ्लक्स के ग्रेड।
कम पिघलने वाले सोल्डर के साथ टांकना, एक दूसरे के साथ जोड़ों की सावधानीपूर्वक तैयारी और गंदगी और आक्साइड से उनकी अच्छी प्रारंभिक सफाई की आवश्यकता होती है, खासकर जब एसिड मुक्त फ्लक्स के साथ टांकना।
यह अनुशंसा की जाती है कि टांका लगाने से पहले कनेक्ट की जाने वाली सतहों को सोल्डर से टिन किया जाए। पिघले हुए सोल्डर में फ्लक्स या विसर्जन का उपयोग करके टांका लगाने वाले लोहे के साथ सर्विसिंग की जाती है। उत्पादों के टिन वाले हिस्से को मिलाप में डुबाने से पहले, ऑक्साइड को भंग करने के लिए इसकी सतह पर एक फ्लक्स लगाया जाता है।
सोल्डरिंग के लिए, टिन-प्लेटेड सोल्डरिंग आयरन को आवश्यक तापमान पर गर्म किया जाता है और जंक्शन के खिलाफ दबाया जाता है। उसी समय, टांका लगाने की जगह पर मिलाप की आपूर्ति की जाती है, जो पिघल जाता है और जुड़ने वाले भागों के अंतराल में बह जाता है। सीवन को सोल्डर से भरने के बाद, टांका लगाने वाले लोहे को बगल के क्षेत्र में स्थानांतरित कर दिया जाता है।
टांका लगाने वाले लोहे का उपयोग करके अक्सर मिलाप को जोड़ पर लगाया जाता है। ऐसा करने के लिए, गर्म टांका लगाने वाला लोहा मिलाप के संपर्क में आता है, जबकि तरल मिलाप की कुछ बूंदें टांका लगाने वाले लोहे पर रहती हैं, जो टांका लगाने की प्रक्रिया के दौरान सीवन को भर देती है।
टांका लगाते समय, टांका लगाने वाला लोहा अपने पूरे ब्लेड के साथ उत्पाद पर पड़ा होना चाहिए, और इसे ब्लेड की नोक से नहीं छूना चाहिए। केवल इस मामले में गहन ताप सुनिश्चित किया जाता है। सोल्डर को उस सीम में लाया जाना चाहिए जहां सोल्डरिंग आयरन उत्पाद को छूता है। यदि टांका लगाने वाले लोहे को ऊपर से मिलाप की आपूर्ति की जाती है, तो इसे टांका लगाने वाले लोहे से सीम पर निकालना चाहिए, जिससे टांका लगाना मुश्किल हो जाता है।
कोई सार्वभौमिक टांका लगाने वाला लोहा और टांका लगाने का तापमान नहीं है जो बिल्कुल सभी मामलों के लिए उपयुक्त है। कई लोग मिलाप पर निर्भर करते हैं कि मास्टर किस तरह की सामग्री के साथ काम करता है, साथ ही उन लक्ष्यों पर भी निर्भर करता है जिनका वह पीछा करता है।
और सामान्य तौर पर, इष्टतम तापमान का चयन इतना आसान मामला नहीं है। आमतौर पर इसे तब तक गर्म किया जाता है जब तक कि यह सोल्डर को पिघलाना शुरू न कर दे। लेकिन कुछ मामलों में अधिक बारीक ट्यूनिंग की आवश्यकता होती है।
एक अटल नियम है: टांका लगाने वाले लोहे का तापमान मिलाप के पिघलने के तापमान से अधिक होना चाहिए।
इसके अलावा, खाली जगहों को भरने से पहले सोल्डर सामग्री को पूरी तरह से पिघलाया जाना चाहिए और सतह पर समान रूप से वितरित किया जाना चाहिए।
यदि टांका लगाने वाले लोहे की नोक बहुत अधिक गर्म हो जाती है, तो मिलाप ऑक्सीकरण हो जाएगा और मिलाप का जोड़ बहुत उच्च गुणवत्ता का नहीं होगा। वैसे, टांका लगाने वाले लोहे पर ही ऑक्साइड दिखाई दे सकते हैं, और उनसे छुटकारा पाने के लिए, विशेषज्ञ तथाकथित टिप एक्टिवेटर खरीदने की सलाह देते हैं - वास्तव में बहुत उपयोगी चीज।
और अगर टांका लगाने वाले लोहे की नोक न केवल गर्म हो जाती है, बल्कि जल जाती है, तो मिलाप सामग्री उस पर पूरी तरह से रुक जाएगी। "कोल्ड" सोल्डरिंग (अर्थात, जब सोल्डरिंग आयरन टिप का तापमान इष्टतम से कम होता है) भी अपेक्षित परिणाम नहीं देगा।
यदि मिलाप सामग्री द्रव अवस्था में नहीं पिघलती है, तो सीम सुस्त और खुरदरी हो जाती है और जोड़ बहुत मजबूत नहीं होता है।
एक और चीज़ महत्वपूर्ण नियम, किसी भी सोल्डरिंग के लिए उपयुक्त: सोल्डर किए जाने वाले तत्वों का तापमान निश्चित रूप से समान होना चाहिए।
सेलर्स की किस्में
सेलर्स की पूरी किस्म को दो श्रेणियों में बांटा गया है:
- आग रोक;
- फ्यूसिबल (नरम)।

अचानक गर्म होने और तापमान में वृद्धि से बचने के लिए बेहतर है, और टांका लगाने वाले लोहे के संपर्क की अवधि दो सेकंड से अधिक नहीं होनी चाहिए। यह एकीकृत सर्किट और क्षेत्र-प्रभाव ट्रांजिस्टर जैसी वस्तुओं के लिए विशेष रूप से सच है।
विशेष गुण प्राप्त करने के लिए, टिन-लेड सेलर्स की संरचना में बिस्मथ, कैडमियम, सुरमा और अन्य धातुओं को जोड़ा जा सकता है। कम पिघलने वाले सोल्डर कास्ट रॉड्स, पेस्ट्स, वायर्स, पाउडर्स, टेप्स के साथ-साथ 1 से 5 मिलीमीटर व्यास वाले ट्यूबों के अंदर रसिन के रूप में उत्पादित होते हैं।
ऐसे सेलर्स के सिद्ध निर्माताओं में, यह फेल्डर और एआईएम ब्रांडों को उजागर करने लायक है।
और एक और अतिरिक्त: विशेषज्ञ धातु के बक्से, ढक्कन का उपयोग नहीं करने की सलाह देते हैं, डिब्बे... मिलाप धातु से चिपक सकता है - नतीजतन, दीवारों पर रसिन दलिया दिखाई देता है, जिसके साथ काम करना बहुत आरामदायक नहीं होगा।
टांकना मिश्र धातुओं को उच्च शक्ति वाले सीम का उत्पादन करने की विशेषता है। रेडियो संस्थापन कार्य में, फ्यूसिबल की तुलना में उनका उपयोग बहुत कम बार किया जाता है। इसके अलावा, हार्ड सोल्डर के दो उपसमूहों को प्रतिष्ठित किया जा सकता है - तांबा-जस्ता और चांदी।
पूर्व का उपयोग उच्च गलनांक वाले स्टील, पीतल और अन्य धातुओं के लिए किया जाता है। दिलचस्प है, उनका रंग जस्ता सामग्री के प्रतिशत पर निर्भर करता है। और गलनांक, उदाहरण के लिए, PMTs-42 सोल्डर का 830 ℃ है।
सिल्वर सेलर्स के पास शायद और भी अधिक ताकत होती है। वे मुख्य रूप से तांबे-पीतल और चांदी की वस्तुओं को टांका लगाने के लिए उपयोग किए जाते हैं। ऐसे सोल्डर का पिघलने का तापमान 720 से 830 ℃ तक होता है। ऐसी सामग्रियों के साथ काम करते समय, बर्नर का उपयोग किया जाता है।
विभिन्न सामग्रियों को पिघलाना
मास्टर को तांबे को मिलाप करने की आवश्यकता हो सकती है - उदाहरण के लिए, हम इस अलौह धातु से बने हीटिंग पाइप या अन्य उत्पादों के बारे में बात कर सकते हैं।
आप तांबे और इसके विभिन्न मिश्र धातुओं के साथ सोल्डरिंग आयरन के साथ काम कर सकते हैं, विभिन्न सोल्डर का उपयोग करके, नरम और कठोर दोनों। इसी समय, नरम सोल्डर के साथ टांका लगाने वाले तांबे के तत्वों का तापमान 250-300 ℃ है, और कठोर के साथ - 700-900 ℃।

और टांका लगाने वाले लोहे की नोक का तापमान क्या होना चाहिए यदि आपको सोल्डर, जैसे, पॉलीप्रोपाइलीन उत्पादों की आवश्यकता है? इस मामले में, इष्टतम तापमान +260 ℃ होगा, और सशर्त अनुमेय सीमा +255 से +280 ℃ है।
लेकिन यह ध्यान देने योग्य है कि यदि 271 ℃ से ऊपर और उपकरण के ताप समय को कम करता है, तो टांका लगाने वाले क्षेत्र की सतह आंतरिक भाग की तुलना में बहुत अधिक गर्म हो जाएगी। इसका मतलब है कि परिणामी फिल्म बहुत पतली होगी।
उपयोगी मापने के उपकरण
अभ्यास से पता चलता है कि यदि प्रयुक्त टांका लगाने वाले लोहे की नोक का तापमान सही ढंग से चुना जाता है, तो जब यह ठंडा हो जाता है, तो टांका लगाने वाले बिंदु में एक विशिष्ट दर्पण चमक होगी।
 इसके विपरीत, सोल्डरिंग ज़ोन की सरंध्रता और धुंध इंगित करती है कि प्रक्रिया बहुत अच्छी तरह से नहीं की गई थी।
इसके विपरीत, सोल्डरिंग ज़ोन की सरंध्रता और धुंध इंगित करती है कि प्रक्रिया बहुत अच्छी तरह से नहीं की गई थी।
अनुभव द्वारा इष्टतम गलनांक का पता लगाना काफी संभव है। इसके लिए टांका लगाने वाले लोहे (प्रयोगशाला ट्रांसफार्मर) के लिए विशेष ताप नियंत्रकों की आवश्यकता होती है। हालांकि, तापमान को नियंत्रित करने का एक आसान तरीका है - टिप की लंबाई बदलना।
लेकिन यह विधि, शायद, केवल होममेड सोल्डरिंग उपकरणों के लिए प्रासंगिक है। किसी भी मामले में, तकनीशियन के पास पहले से यह पता लगाने का अवसर होता है कि सोल्डर में किस तापमान पर या टिप की कितनी लंबाई पर दर्पण की चमक दिखाई देती है।
इस ज्ञान के साथ सशस्त्र, आप वास्तविक जिम्मेदार कार्य के लिए नीचे उतर सकते हैं।

यदि आपके पास वित्तीय संसाधन हैं, तो टांका लगाने वाले लोहे के लिए एक विशेष थर्मामीटर (सेंसर) खरीदना उचित है जो उपकरण के कार्य तापमान को मापता है और कैलिब्रेट करता है।
अब ऐसे बहुत सारे सेंसर हैं। और जो कोई भी वांछित मॉडल ऑनलाइन या ऑफलाइन खरीदना चाहता है, उसके लिए यह मुश्किल नहीं होगा। वे थर्मोकपल (थर्मोइलेक्ट्रिक कन्वर्टर) का उपयोग करके सोल्डरिंग आयरन टिप के तापमान को जल्दी और सटीक रूप से मापते हैं।
इस तरह के थर्मामीटर को चुनते समय, आपको संकल्प, माप सीमा (उदाहरण के लिए, यह 0 से 700 ℃ तक हो सकता है), सटीकता, आयाम, संभावित शक्ति स्रोत जैसी विशेषताओं पर ध्यान देना चाहिए।
हालांकि, केवल तापमान को मापना पर्याप्त नहीं है। यह महत्वपूर्ण है कि टांका लगाने वाला लोहा नेटवर्क में संभावित बिजली वृद्धि के मामले में इसे अपरिवर्तित रखता है - अर्थात, एक विशेष स्टेबलाइजर की आवश्यकता होती है।
ऐसा उपकरण स्वतंत्र रूप से बनाया जा सकता है - काफी कुछ हैं सरल योजनाएं... इसके अलावा, अब बिल्ट-इन स्टेबलाइजर के साथ सोल्डरिंग आयरन और सोल्डरिंग स्टेशन हैं।
और कई पेशेवर सोल्डरिंग स्टेशन आपको केवल बटन दबाकर या टॉगल स्विच फ़्लिप करके तापमान और वांछित सोल्डरिंग मोड को ठीक से सेट करने की अनुमति देते हैं। यह कार्य प्रक्रिया को बहुत सरल करता है और आपको हमेशा एक अच्छे परिणाम के बारे में सुनिश्चित करने की अनुमति देता है।
और इसलिए आपने अपने सिर के साथ इलेक्ट्रॉनिक्स में डुबकी लगाने का फैसला किया, सोल्डरिंग आयरन के साथ स्टॉक किया, सोल्डर खरीदा और ... आगे क्या? यदि सबसे खराब खराब है, तो हर कोई प्रतिनिधित्व करता है कि कैसे मिलाप करना है, लेकिन तकनीक की सूक्ष्मताएं बहुतों को नहीं पता हैं और अनुभव के साथ आती हैं। खैर, मैं इस विनाशकारी प्रक्रिया को तेज कर दूंगा और आपको कुछ तरकीबें बताऊंगा।
तो, के बारे में और आप शायद पहले ही पढ़ चुके हैं, इसलिए हम उससे नृत्य करेंगे। टांका लगाने वाले लोहे के अलावा, आपको मिलाप और फ्लक्स की आवश्यकता होगी। उनके बारे में अधिक जानकारी।
मिलाप।
यह एक विशेष मिश्र धातु है जो लगभग 200 डिग्री के तापमान पर पिघलती है। सबसे आम 60/40 मिश्र धातु है, जिसे पीओएस -61 भी कहा जाता है। एक मिश्रधातु जिसमें 60% टिन और 40% लेड है। इसका गलनांक 183-230 डिग्री होता है। आमतौर पर स्पूल पर वायर घाव के रूप में बेचा जाता है।
छोटी स्थापना के लिए, उस जगह को लेना बेहतर होता है जहां तार का व्यास छोटा होता है - इसे खुराक देना आसान होता है। मेरे पास दो कॉइल हैं, एक 0.3 मिमी सोल्डर तार के साथ, दूसरा 0.6 मिमी। खैर, अभी भी डेढ़ मिलीमीटर है, लेकिन मैं शायद ही इसका इस्तेमाल करता हूं। केवल अगर मैं बड़े पैमाने पर भागों को थोक में मिलाप करता हूं, जहां बहुत अधिक मिलाप की आवश्यकता होती है।
आयातित मिलाप खरीदना बेहतर है, दुर्भाग्य से रूसी उत्पाद अक्सर बेकार है। हो सकता है कि कोई उच्च-गुणवत्ता वाला हो, लेकिन आमतौर पर मैं निम्न-श्रेणी के स्लैग में आया। एक सोल्डर कॉइल, जैसा कि चित्र में है, की कीमत 150-200 रूबल से होनी चाहिए, अधिक महंगा, सस्ता वांछनीय नहीं। एक बार पैसा खर्च करना बेहतर है, लेकिन फिर एक सुंदर और उच्च गुणवत्ता वाला सोल्डरिंग करें और भाप स्नान न करें। और कुंडल आमतौर पर डेढ़ या दो साल तक रहता है, यह न्यूनतम है।
अपने आप को कुछ गुलाब मिश्र धातु खरीदना भी उपयोगी है। यह भी एक तरह का सोल्डर है, लेकिन इसका गलनांक काफी हास्यास्पद है - कहीं 90-100 डिग्री के क्षेत्र में। यह मिश्र धातु कभी-कभी निराकरण के लिए उपयोगी होती है, लेकिन यह बाद में एक अलग लेख होगा।
अपशिष्टों
सोल्डरिंग की प्रक्रिया में, हीटिंग से, भागों का ऑक्सीकरण होता है और सोल्डर उन्हें गीला करना बंद कर देता है। ऐसा होने से रोकने के लिए, फ्लक्स का उपयोग किया जाता है - पदार्थ जो ऑक्साइड फिल्म को भंग करते हैं, सोल्डरिंग को बढ़ावा देते हैं। वैसे अगर किसी को पता न हो तो एक धातु को दूसरी धातु से ढकने की प्रक्रिया को टिनिंग कहते हैं। मैं केले की बातें कहता हूँ? खैर, आखिरकार, शैक्षिक कार्यक्रम इतना शैक्षिक है! :)
राल
सबसे सरल और सबसे लोकप्रिय प्रवाह। यह एक सामान्य परिष्कृत पाइन राल है। सोल्डरिंग करते समय, वे पहले टिप पर थोड़ा सोल्डर लेते हैं, फिर इसे राल में डालने के लिए टिप पर राल उठाते हैं, और फिर जल्दी से, जब तक कि राल वाष्पित न हो जाए, टांकना। विधि बहुत सुविधाजनक नहीं है, इसलिए इसे अक्सर अलग तरीके से किया जाता है। वे साधारण एथिल (मेडिकल) अल्कोहल लेते हैं और उसमें कुचले हुए रसिन को तब तक घोलते हैं जब तक कि वह घुल न जाए। उसके बाद, इस घोल को ब्रश के साथ मिलाप और मिलाप करने वाले भागों पर लगाया जाता है। रसिन की गतिविधि अधिक नहीं होती है, इसलिए कभी-कभी कुछ भी काम नहीं करता है - विवरण टिन नहीं होता है, लेकिन रसिन का एक बड़ा फायदा होता है, जो कभी-कभी इसकी सभी कमियों को कवर करता है। रोसिन पूरी तरह से निष्क्रिय है। यही है, इसे टांका लगाने के बिंदु से हटाने की आवश्यकता नहीं है, क्योंकि यह एक उत्कृष्ट ढांकता हुआ होने के साथ-साथ धातुओं को ऑक्सीकरण या कम नहीं करता है। इसलिए मैं कोशिश करता हूं कि सबसे जरूरी राशन एल्कोहल-रॉसिन फ्लक्स से बनाऊं।
मेरे पसंदीदा फ्लक्स में से एक। यह एक लाल तरल है, इसमें रसिन और कई योजक होते हैं। इसके साथ मिलाप करने के लिए, सामान्य अल्कोहल-रोसिन फ्लक्स की तरह - ब्रश और सोल्डर के साथ भागों पर ब्रश करें। लेकिन एक तरकीब है। प्रारंभिक संस्करण में, यह एक तरल संक्रमण है, एक पतली परत के साथ लिप्त और तुरंत सूख जाता है, सामान्य तौर पर इसका उपयोग करना बहुत सुविधाजनक नहीं होता है। मुझे लगा कि इस पर कैसे काबू पाया जाए।
मैंने खुद को फ्लक्स का एक पैलेट बनाया - मैंने एक छोटे समूह पर बोतल के ढक्कनों का एक गुच्छा चिपकाया, उनमें विभिन्न फ्लक्स डाले और इस मामले को मिलाप की रील पर चिपका दिया। यह बहुत आसानी से और कॉम्पैक्ट रूप से निकला। तो, इसे ढक्कन में डालने के बाद, मैंने इसे कुछ दिनों तक खड़े रहने दिया। इस समय के दौरान, यह सूख जाएगा और तरल शहद की स्थिति में गाढ़ा हो जाएगा। अब इसे तेज टूथपिक से ठीक उसी जगह फैलाना सुविधाजनक है जहां आपको इसकी आवश्यकता है। और अगर यह माप से अधिक गाढ़ा हो जाए, तो या तो ड्रिप में थोड़ी सी शराब डालें, या थोड़ा और ताजा फ्लक्स डालें और हिलाएं। निर्माता का दावा है कि कुल्ला करने की कोई आवश्यकता नहीं है। सिद्धांत रूप में, ऐसा लगता है कि वह सक्रिय नहीं है। लेकिन कुछ मुझे इसमें मौजूद एडिटिव्स से भ्रमित करता है, इसलिए मैं इसे हमेशा धो देता हूं। इसे शराब में डूबा हुआ एक विस्तृत ब्रश से धोया जाता है। या नल से बहते पानी के नीचे सिर्फ एक ब्रश। तैयार बोर्ड को पानी से धोने में कुछ भी गलत नहीं है, मुख्य बात यह है कि इसे बाद में अच्छी तरह सुखा लें।
रोसिन-जेल
महान सामान। अभी कुछ समय पहले वह रेडियो स्टोर्स में दिखाई दिए और पहले ही मेरा प्यार और सम्मान अर्जित कर चुके हैं। यह एक गाढ़ा भूरा रसिन-आधारित पेस्ट है जो सीरिंज में बेचा जाता है। जहां आवश्यक हो, पूरी तरह से सीधे फैलता है, टांका लगाने वाले लोहे पर कार्बन जमा नहीं छोड़ता है, जैसे LTI-120। आसानी से पानी या अल्कोहल से धोया जाता है, सामान्य तौर पर, रूलज़!
एक घातक सक्रिय प्रवाह जिसे आसानी से पानी से धोया जाता है, गंदे चिपचिपा निशान और ऑक्साइड नहीं छोड़ता है। लेकिन इसे धोना चाहिए। अच्छी तरह से धो लें। अन्यथा, कुछ वर्षों में, यह बोर्ड की पटरियों को खराब कर सकता है या इसके अवशेष प्रवाहकीय हो जाएंगे और पटरियों के बीच बोर्ड की सतह पर भयानक रिसाव दिखाई देंगे, जिसका सर्किट के संचालन पर बेहद नकारात्मक प्रभाव पड़ेगा। . मैं इसके वाष्पों की सुरक्षा के बारे में भी निश्चित नहीं हूं। आप इसे एक दो बार इस्तेमाल कर सकते हैं, लेकिन यह हर समय मुझे देखकर मुस्कुराता नहीं है। लेकिन सामान्य तौर पर, यह एक भयानक प्रवाह है, उन्हें मिलाप करना खुशी की बात है।
ग्लिसरीन-सैलिसिलिक फ्लक्स.
वह एफएसजीएल है। सच कहूं तो मुझे नहीं पता कि यह बकवास कहां से आती है। मेरे पास बचपन से इस प्रवाह का एक कैन है (वास्तव में, इसलिए मैंने व्यावहारिक रूप से कभी भी रोसिन नहीं मिलाया) - मेरे पिता ने एक रक्षा उद्यम से चुरा लिया। मैंने इसे कभी भी मुफ्त बिक्री पर नहीं देखा है। यह ग्लिसरीन-हाइड्राज़िन की तरह सख्ती से बिकता है, लेकिन इसमें विषाक्तता की दृष्टि से संदिग्ध अशुद्धियाँ नहीं होती हैं। 90% ग्लिसरीन, 5% सैलिसिलिक एसिड, 5% पानी है। एक सैलिसिल्का फार्मेसी में chtol खरीदें और इसे स्वयं बनाएं? दर्दनाक पागल नुस्खा। एक कमी यह है कि इसे धोने की जरूरत है, यह सक्रिय है। लेकिन यह पानी से हल्के से धुल जाता है।
एफ-34ए
एक नारकीय अम्ल मिश्रण। जब मिलाप किया जाता है, तो इसमें एक भयानक कास्टिक निकास होता है, जिसके साथ मैंने अपनी प्रयोगशाला के आधे हिस्से को जहर दे दिया। आप इस मक के साथ केवल एक गैस मास्क और एक शक्तिशाली हुड के साथ मिलाप कर सकते हैं, लेकिन यह गंदगी सब कुछ बेचती है जो अन्य में भी प्रवाहित होती है बुरा सपनासपना नहीं देखा। यह घोल टिन इनलेट - जंग, ऑक्साइड, स्टील, छिड़काव, यहां तक कि एल्यूमीनियम को भी मिलाया जा सकता है। तो अगर आपको जंग लगी कील में मिलाप करना है, तो इस बकवास को छोड़ दें, अपनी सांस रोकें और LUDI!
आयातित नो-क्लीन फ्लक्स।
सच कहूं तो मैंने उनका इस्तेमाल नहीं किया। वे कहते हैं कि वे शांत हैं, लेकिन IMHO उन्हें इस तरह मिलाप करना तर्कसंगत नहीं है - वे बहुत महंगे हैं, और वे उन्हें हमारे शहर में भी नहीं बेचते हैं, लेकिन मुझे एक बैग ऑर्डर करते हैं। बल्कि, वे पेशेवर उपयोग के लिए हैं, जैसे कि सेलुलर या सोल्डरिंग बीजीए मामलों की मरम्मत (यह तब होता है जब पैर माइक्रोक्रिकिट मामले के तहत गेंदों की एक सरणी के रूप में होते हैं)। यदि आप रुचि रखते हैं, तो सेल मरम्मत करने वालों के मंचों पर जानकारी देखें, वे इस व्यवसाय के बारे में सब कुछ जानते हैं।
गांजा आधारित डच प्रवाह
मुझे नहीं पता कि इसे कौन बनाता है और कहां बेचा जाता है, लेकिन मुझे पक्का पता है कि यह है! जिस कंपनी में मैं काम करता था, उसके प्रोडक्ट डायग्राम को देखने के बाद मुझे विशेष रूप से इस बात का यकीन हो गया था। डेवलपर्स स्पष्ट रूप से उन्हें सोल्डर कर रहे हैं। चूंकि मैंने अभी तक इस तरह के स्टोन सर्किट समाधान नहीं देखे हैं।
हाथ में टांका लगाने वाला लोहा और जाओ !!!
मैंने आपको फ्लक्स के बारे में बताया, अब, वास्तव में, सोल्डरिंग प्रक्रिया के बारे में।
यह कोई पेचीदा व्यवसाय नहीं है। एक शुरुआत के लिए, विवरण को विकिरणित करना उचित है। आप उन्हें एक फ्लक्स से सिक्त करते हैं, उन्हें टांका लगाने वाले लोहे की नोक से थोड़ा सा मिलाप के साथ हुक करते हैं और उन्हें सतह पर धब्बा देते हैं। जल्दी करने की कोई आवश्यकता नहीं है, विवरण को एक पतली चमकदार परत के साथ कवर किया जाना चाहिए। microcircuits और रेडियो घटकों के निष्कर्षों को टिन करने की आवश्यकता नहीं है - वे पहले से ही कारखाने में टिन किए गए हैं।
सोल्डर पानी की तरह तरल होना चाहिए। यदि यह ढेलेदार, स्पष्ट दाने और मैट के साथ है, तो इसके दो कारण हैं - गलत टांका लगाने वाला लोहे का तापमानया सोल्डर लो ग्रेड शिट... यदि टांका लगाने वाला लोहा बहुत ठंडा है, तो मिलाप एक ठोस और तरल अवस्था के कगार पर होगा, यह चिपचिपा होगा और गीला नहीं होगा। यदि टांका लगाने वाले लोहे को ज़्यादा गरम किया जाता है, तो मिलाप तुरंत एक ग्रे ऑक्साइड फिल्म के साथ कवर हो जाएगा और घृणित रूप से टिंकर भी करेगा। POS-40 के साथ टांका लगाने पर टांका लगाने वाले लोहे का आदर्श तापमान ( 60/40 मिश्र धातु), मेरी राय में, यह आदेश है 240-300 डिग्री। पास होना एसटी-96यह रेगुलेटर को 2/3 ऊपर की तरफ सेट करने के लिए काफी है।
यदि आप एक मुद्रित सर्किट बोर्ड को सोल्डर कर रहे हैं, तो पटरियों को भी टिन करने की आवश्यकता है। लेकिन यह सावधानी से किया जाना चाहिए। मातृभूमि की विशालता में बेचा जाने वाला टेक्स्टोलाइट अक्सर एक दुर्लभ गंदगी भी बन जाता है, और गर्म होने पर, पन्नी एक पल में उससे गिर जाती है। इसलिए, लंबे समय तक बोर्ड को गर्म करना असंभव है - पटरियां गिर जाएंगी। आमतौर पर मैं फ्लक्स के साथ सभी पटरियों को अच्छी तरह से चिकना कर देता हूं और इसे प्रत्येक फ्लैट टांका लगाने वाले लोहे की नोक पर मिलाप की एक बूंद के साथ जल्दी से चलाता हूं। नतीजतन, मेरे पास लगभग प्रतिबिंबित सतह के साथ पूरी तरह से टिन किए गए ट्रैक हैं।
वहाँ है लोक मार्गबड़े बोर्डों की तेजी से टिनिंग के लिए:
मिलाप को हटाने के लिए एक ब्रैड लिया जाता है, यह एक ऐसा तांबे का स्पंज है, जिसे 30 रूबल प्रति मीटर की खाल में बेचा जाता है। यदि आपको यह नहीं मिलता है, तो आप मोटे टीवी समाक्षीय केबल से परिरक्षण ब्रैड को चुन सकते हैं - वही बकवास, बस अधिक उपद्रव। बोर्ड को फ्लक्स के साथ ठीक से लुब्रिकेट किया जाता है, ब्रैड को सोल्डर के साथ ठीक से लगाया जाता है और फ्लक्स से भी पानी पिलाया जाता है। फिर इस बकवास को बोर्ड की सतह पर टांका लगाने वाले लोहे से बांध दिया जाता है। ब्रैड के तंतुओं को पटरियों से चिपके रहने से रोकने के लिए, एक बड़ा और अधिक बड़े पैमाने पर टांका लगाने वाला लोहा लेना बेहतर होता है।
मैंने अभी रास्ता सुधारा है।
मैंने एक पुराना शक्तिशाली 60W टांका लगाने वाला लोहा लिया, इस चोटी के साथ टिप लपेटा, इसे गुलाब के मिश्र धातु के साथ लगाया और अब एक गति में बोर्ड का एक पोखर। गुलाब क्यों? और उनके लिए टिंकर करना आसान होता है, टांका लगाने वाला लोहा जब बोर्ड को छूता है तो वह तेजी से ठंडा हो जाता है, tk। गर्मी देता है। यदि ब्रैड को साधारण मिलाप से सिक्त किया जाता है, तो इसे तुरंत बोर्ड को अलग-अलग तंतुओं के साथ वेल्डेड किया जाता है, और गुलाब मिश्र धातु आसानी से पिघल जाती है और चिपकती नहीं है।
सोल्डरिंग ट्रांजिस्टर, डायोड और माइक्रो सर्किट।
यहां मैं विशेष रूप से आपका ध्यान आकर्षित करना चाहता हूं। बात यह है कि अर्धचालक बहुत अधिक तापमान से नष्ट, इसलिए माइक्रोक्रिकिट के गर्म होने का खतरा होता है। ऐसा होने से रोकने के लिए, टांका लगाने वाले लोहे को उजागर करने की सलाह दी जाती है 230 डिग्री या तो... यह पूरी तरह से सहन करने योग्य तापमान है जिसे माइक्रोक्रिकिट लंबे समय तक झेल सकता है। आप मिलाप कर सकते हैं और अपना समय ले सकते हैं। साधारण, अनियमित टांका लगाने वाले लोहे के लिए, टिप का तापमान लगभग है 350-400 डिग्री, इसलिए आपको एक स्पर्श के साथ, जल्दी से मिलाप करने की आवश्यकता है। प्रत्येक पैर पर एक सेकंड से अधिक नहीं और दूसरे पैर को टांका लगाने से पहले कम से कम 10-15 सेकंड का ब्रेक लें। आप पैर को धातु की चिमटी से भी पकड़ सकते हैं - यह हीट सिंक का काम करेगा।
सोल्डरिंग तार
टांका लगाने से पहले सिरों को अलग से टिन करना बेहतर होता है, और अगर तार को मुद्रित सर्किट बोर्ड में मिलाया जाता है, तो बोर्ड में एक छेद ड्रिल करना, इसे दूसरी तरफ से शुरू करना और उसके बाद ही मिलाप करना बहुत वांछनीय है। इस मामले में, तार से मरोड़ते समय ड्रॉशकी को फाड़ने का जोखिम शून्य हो जाता है।
सोल्डर तार के साथ सोल्डरिंग।
इस तरह से आमतौर पर माइक्रोक्रिस्किट्स को मिलाया जाता है। वे इसे चरम पैरों से तिरछे पकड़ते हैं, फ्लक्स के साथ सब कुछ चिकना करते हैं, और फिर, एक हाथ से टांका लगाने वाला लोहा और दूसरे के साथ मिलाप का एक पतला तार पकड़े हुए, जल्दी से सभी पैरों को मिलाते हैं।
वार्निश इन्सुलेशन में टांका लगाने वाले तार
कोई भी घुमावदार तार, जैसे कि वे जो एक ट्रांसफॉर्मर को घाव करते हैं, वार्निश की एक पतली परत से ढके होते हैं। इसे मिलाप करने के लिए, वार्निश की इस परत को छीलना होगा। यह कैसे करना है? यदि तार मोटा है, तो आप इसे लाइटर की आग से थोड़ा जला सकते हैं, वार्निश जल जाएगा, और मोटे कार्डबोर्ड से कार्बन को साफ किया जा सकता है। यदि तार पतला है, तो या तो इसे स्केलपेल से धीरे से खुरचें, स्केलपेल को तार से सख्ती से लंबवत पकड़ें, या एस्पिरिन की एक गोली लें और इसे एस्पिरिन पर तार के साथ गर्म टांका लगाने वाले लोहे की नोक से दबाएं। गर्म होने पर, एस्पिरिन से एक पदार्थ निकलेगा जो वार्निश इन्सुलेशन को सोख लेगा और तार को साफ कर देगा। सच है, यह जोरदार बदबू देगा :)
तीसरा हाथ
मैं ऐसी पकड़ पाने की सलाह देता हूं। एक बहुत ही आसान चीज, आपको सोल्डरिंग करते समय कुछ Cthulhu को पकड़ने की अनुमति देती है, छोर अगल-बगल से लटकते नहीं हैं। वैसे, स्प्रिंग लोडेड कंडक्टरों से सावधान रहें! सोल्डरिंग करते समय, वह कूद सकता है और आपके चेहरे पर सोल्डर की एक बूंद फेंक सकता है, यह मेरे चेहरे पर कितनी बार आया है और मुझे याद नहीं है, लेकिन यह आंखों में हो सकता था! तो सुरक्षा सावधानियों का पालन करें!
स्पंज
टांका लगाने वाले लोहे की नोक धीरे-धीरे खराब हो जाती है और कार्बन जमा से ढक जाती है। यह सामान्य है, आमतौर पर प्रवाह को दोष देना है, वही एलटीआई-120 जलता है, भगवान न करे। टांका लगाने वाले लोहे को साफ करने के लिए एक विशेष स्पंज का उपयोग किया जा सकता है। यह पीला कचरा सोल्डरिंग आयरन स्टैंड के साथ शामिल है। इसे पानी से सिक्त किया जाना चाहिए और इसे नम छोड़कर निचोड़ा जाना चाहिए। वैसे, स्पंज लगातार सूख जाता है ताकि यह हर बार गीला न हो, इसे साधारण मेडिकल ग्लिसरीन में भिगोया जा सकता है। तब यह बिल्कुल भी नहीं सूखेगा! आसानी से लानत है! अगर स्पंज न हो तो एक सूती कपड़ा लें, उसे लोहे की ट्रे में रखें और पानी या ग्लिसरीन से भी भिगो दें। हमारे इंस्टॉलरों ने मेज पर एक साधारण वफ़ल तौलिया रखा और उस पर एक टांका लगाने वाला लोहा मिटा दिया।
वैसे, सुरक्षा सावधानियों के बारे में।
- सबसे पहले, सब कुछ व्यवस्थित करें ताकि यह सुविधाजनक हो।
- बिजली के तारों का ध्यान रखें। सोल्डरिंग आयरन बहुत होता है अपने ही तार को जलाना पसंद करता है... उसके साथ सीधा उन्माद। और यह सबसे अच्छा, तार की मरम्मत के साथ, शॉर्ट सर्किट और आग के साथ सबसे खराब है।
- टांका लगाने वाले लोहे को थोड़े समय के लिए भी न छोड़ें। नियम " चला गया - बंद"रेल द्वारा किया जाना चाहिए।
- नियम दो - सोल्डरिंग आयरन या तो हाथ में होना चाहिए या उसके सुरक्षित स्टैंड पर होना चाहिए... और नहीं तो! किसी भी स्थिति में उसे मेज पर या मेज पर आने वाली पहली वस्तु पर नहीं रखना चाहिए। रस्सी उसे एक पल में दूर खींच लेगी।
- के बारे में मत भूलना निकास और वेंटिलेशन... यदि आप सोल्डरिंग कर रहे हैं, तो कम से कम खिड़की खोलें, कमरे को हवादार करें, और मेज पर पंखा (कंप्यूटर से कम से कम 80 मिमी) या निकास हुड लगाना बेहतर है।
सौ बार पढ़ने से एक बार देखना बेहतर है:
कोई दिक्कत नहीं है! आपकी सेवा में "सोल्डर" के अनुरोध पर You Tube से बहुत सारे वीडियो हैं... आप देखेंगे कि पेशेवर इसे कैसे करते हैं। देखो और सीखो!
तकनीकी नैतिकता और संस्कृति के लिए समर्पित।
सोल्डरिंग के बारे में
उचित सोल्डरिंग के साथ, सोल्डर (टिन-लेड पीओएस -61, टिन 61%):
1. चमक;
2. आसानी से और संपर्क पैड (सीपी) पर सुव्यवस्थित मुद्रित सर्किट बोर्डऔर भाग का उत्पादन;
3. इसकी मात्रा और लीक, लेकिन वाष्पित नहीं, प्रवाह न्यूनतम है।
खराब सोल्डरिंग सोल्डर के लिए:
1. चमकता नहीं है, जो या तो इंगित करता है कि जंक्शन गर्म नहीं हो रहा है (मिलाप चिपक जाता है), या इसकी अति ताप, जिसमें प्रवाह समय से पहले वाष्पित हो जाता है (मिलाप दलिया की तरह है);
2. गांठ, बूंदों में निहित है, "एक निगल के पंख की तरह" - यह सब कहता है कि थोड़ा प्रवाह और बहुत अधिक मिलाप है;
3. इसकी मात्रा बड़ी है (सोल्डर की खराब खुराक) और फ्लक्स से गंदगी (फ्लक्स की खराब खुराक और कार्बन जमा से टांका लगाने वाले लोहे की नोक की सफाई नहीं होती है)।
उचित सोल्डरिंग के लिए आपको चाहिए:
1. तापमान नियंत्रण के साथ टांका लगाने वाला लोहा (लगभग 270 डिग्री सेल्सियस पर तापमान नियंत्रण);
2. लेपित टिप;
3. फ्लक्स के साथ मिलाप, एसएमडी भागों को टांका लगाने के लिए 0.5-0.8 मिमी के व्यास के साथ, बाकी के लिए - 0.8 - 1.0 मिमी (आयातित मिलाप लेना बेहतर है, उदाहरण के लिए, 63% 8PK-033);
4. टिप हीटर - कम वोल्टेज, उदाहरण के लिए, 24 वी।
याद रखें कि एक पारंपरिक टांका लगाने वाला लोहा 40 डब्ल्यू 220 वी और टिप के कपड़े के इन्सुलेशन का एक गिलास, "स्टिंग-पार्ट-हैंड" सर्किट में करंट कई एमए हो सकता है, जो अर्धचालकों (मानव शरीर के प्रतिरोध) को आसानी से नुकसान पहुंचा सकता है। लगभग 1 kOhm है)।
इसलिए, बिजली के झटके की संभावना को कम करने के लिए, या एक महंगे एमएस को नुकसान पहुंचाने के लिए:
1. एक ट्रांसफार्मर का उपयोग करके टांका लगाने वाले लोहे की आपूर्ति वोल्टेज को कम करें;
2. इसके सिरे का तापमान थर्मोकपल द्वारा नियंत्रित होता है, और विद्युत सर्किट;
3. एक कोटिंग के साथ एक तेज पतला तांबे की नोक का उपयोग करें (गंदगी अब केवल प्रवाह से होगी, तांबे से नहीं);
4. टांका लगाने के दौरान टिप की सफाई समय-समय पर की जाती है, टिप को एक विशेष स्पंज (पानी में डूबा हुआ) के टुकड़े पर पोंछते हुए;
सही सोल्डरिंग इस तरह की जाती है:
1. जंक्शन पर बाद के थर्मल संपर्क के क्षेत्र को बढ़ाने के लिए एक साफ टिप पर थोड़ा ताजा सोल्डर लागू करें;
2. एक स्टिंग के साथ, वे एक साथ बोर्ड पर भाग और उसके सीपी के आउटपुट को छूते हैं, उन्हें गर्म करते हैं;
3. फिर आवश्यक व्यास के सोल्डर तार (फ्लक्स के साथ) को सीवन से स्पर्श करें, फैलाने वाले सोल्डर को खुराक दें, तार को जल्दी से हटा दें, और फिर सीम से स्टिंग करें;
4. एसएमडी घटकों को मिलाप करते समय, वे एक पिन के लिए सोल्डर के साथ बोर्ड पर पहले से तय होते हैं और यदि आवश्यक हो, तो समायोजित किया जाता है;
5. सोल्डर की अधिक मात्रा के मामले में, इसे केपी से परिरक्षित केबल से ब्रैड का उपयोग करके हटा दिया जाता है।
टांका लगाने वाले लोहे के बारे में
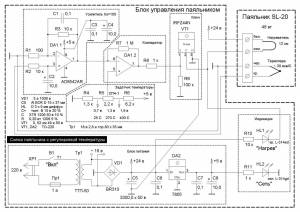
12-16 ओम हीटर और थर्मोकपल (लगभग 30 μV / ° C) के साथ 48 W की शक्ति के साथ आयातित प्रकार SL-20 (या समान विशेषताओं के साथ) का उपयोग किया जाता है। टांका लगाने वाला लोहा क्षैतिज रूप से लेटना चाहिए, न कि नीचे की ओर (जैसा कि विदेशी कामरेड करते हैं), जिसमें हैंडल बहुत गर्म हो जाता है। टांका लगाने वाले लोहे के कनेक्टर का पिनआउट नीचे की आकृति में दिखाया गया है।

सही और सुविधाजनक सोल्डरिंग के लिए, टिप का तापमान लगभग 270 डिग्री सेल्सियस होना चाहिए, यानी हमेशा सोल्डर के पिघलने वाले तापमान (पीओएस -61 के लिए 260 डिग्री सेल्सियस) से थोड़ा अधिक होना चाहिए। बड़े कनेक्टर्स को टांका लगाने और भागों को हटाने पर, टिप का तापमान बहुत अधिक होना चाहिए - लगभग 350 डिग्री सेल्सियस। यह देखा जा सकता है कि हीटर मॉड्यूल और डंक गहरा हो जाता है और चटक जाता है उच्च तापमान... इस मोड में टांका लगाने वाला लोहा लंबे समय तक नहीं टिकेगा। इसलिए, हमेशा, जैसे ही आपने इस "भारी" सोल्डरिंग को समाप्त कर लिया है, तापमान को 270 डिग्री सेल्सियस तक कम कर दें। इस मोड में, टांका लगाने वाला लोहा पूरे दिन काम करता है, और बंद नियंत्रण इकाई व्यावहारिक रूप से गर्म नहीं होती है।
नियंत्रण इकाई के बारे में
नियंत्रण इकाई सर्किट सरल है और पुनरावृत्ति में उपलब्ध है, संचालन में विश्वसनीय है, हालांकि नियंत्रण इकाई के डिजाइन में एक छोटी सी खामी है - टांका लगाने वाले लोहे की नोक का कोई तापमान संकेतक नहीं है। लेकिन जैसा कि अभ्यास से पता चला है, ऑपरेशन के लिए एक अच्छी तरह से कैलिब्रेटेड पैमाना काफी है, और यह एक डिजिटल संकेतक के बिना करना काफी संभव है।डिवाइस कैसे काम करता है
टांका लगाने वाले लोहे के थर्मोकपल से दस मिलीवोल्ट के स्तर पर वोल्टेज, MC DA1.1 द्वारा प्रवर्धित किया जाता है, और तुलनित्र DA1.2 के एक इनपुट को खिलाया जाता है, और इसके अन्य इनपुट के लिए, एक निरंतर विनियमित वोल्टेज होता है एक प्रतिरोधक विभक्त (तापमान संवेदक) से आपूर्ति की जाती है। यदि टिप का तापमान गिरना शुरू हो जाता है, तो थर्मोकपल से वोल्टेज कम हो जाएगा, और एम्पलीफायर के आउटपुट से भी कम हो जाएगा। और जैसे ही MC के पिन 5 पर वोल्टेज पिन 6 से अधिक हो जाता है, तुलनित्र स्विच हो जाता है, और इसके आउटपुट पर वोल्टेज +5 V हो जाता है। कुंजी ट्रांजिस्टर खुल जाएगा, और टांका लगाने वाले लोहे के हीटर के माध्यम से लगभग 2 ए की धारा प्रवाहित होगी, जबकि लाल "हीटिंग" एलईडी प्रकाश करेगा। कुछ सेकंड के बाद, तापमान में वृद्धि विपरीत स्थिति का कारण बनेगी - तुलनित्र के आउटपुट पर वोल्टेज 0 वी हो जाएगा, और कुंजी हीटर बिजली आपूर्ति सर्किट खोल देगी, एलईडी बाहर निकल जाएगी। भविष्य में, टांका लगाने वाले लोहे को समय-समय पर (आधे मिनट के बाद) गर्म किया जाता है, कुछ सेकंड के लिए चालू किया जाता है (टांका लगाने की तीव्रता और परिवेश के तापमान के आधार पर)।
डिज़ाइन
बिजली आपूर्ति इकाई एक टोरॉयडल पावर ट्रांसफॉर्मर (ओ 80 x 35 मिमी) का उपयोग करती है, जो व्यावहारिक रूप से गर्म नहीं होती है सुस्ती... चूंकि टांका लगाने वाले लोहे के हीटर के माध्यम से करंट लगभग 20% समय जाता है, डायोड ब्रिज और ट्रांसफार्मर बिना रेडिएटर के स्थापित होते हैं, और केस को बंद कर दिया जाता है। TO-220 मामलों में वोल्टेज स्टेबलाइजर और MIS ट्रांजिस्टर व्यावहारिक रूप से गर्म न करें। इलेक्ट्रॉनिक नियंत्रण मॉड्यूल को एक डबल ओयू पर इकट्ठा किया जाता है, और बिजली की आपूर्ति वोल्टेज को स्थिर नहीं करती है +24 वी और स्थिर +5 वी। सभी भागों को 40 x 80 मिमी मापने वाले बोर्ड पर लगाया जाता है। बोर्ड का मुद्रित संस्करण विकसित नहीं किया गया था, और यदि आप चाहें, तो आप इसे स्वयं कर सकते हैं और इसे अन्य पाठकों के लिए यहां पोस्ट कर सकते हैं। केस के पीछे और सामने की दीवारों पर क्रमशः स्विच और एलईडी लगाए जाते हैं। फ्यूज को इंसुलेटेड किया जाता है गर्मी-सिकुड़ने वाली ट्यूब के एक टुकड़े में तार। ट्रांसफॉर्मर को केस के शीर्ष कवर पर एक स्क्रू के साथ बांधा जाता है, और बोर्ड को 3-4 स्टॉप पर स्थापित किया जाता है, केस से चिपकाया जाता है, और स्व-टैपिंग शिकंजा के साथ बांधा जाता है। मामला 6 मिमी की मोटाई के साथ प्लाईवुड से बना है।
अनुकूलन
स्थापित करते समय, हम 0.2 V, 1 V और 0.5 ओम के स्नातक स्तर के साथ एक एनालॉग डिवाइस का उपयोग करेंगे।
1. ट्रांजिस्टर VT1 (पिन 1) के गेट को सर्किट के कॉमन वायर से बंद करके सोल्डरिंग आयरन हीटर को बिजली की आपूर्ति से डिस्कनेक्ट करें।
आप एक साधारण स्विच "0 वी" - "ऑफ" - "+5 वी" का उपयोग करके मैन्युअल रूप से कुंजी ट्रांजिस्टर के गेट को अस्थायी रूप से नियंत्रित कर सकते हैं, जो 2.54 मिमी की पिच के साथ एकल-पंक्ति पुरुष पीएलएस कनेक्टर के तीन संपर्कों से बना है और ए जम्पर (जम्पर)।
2. 220 वी बिजली की आपूर्ति चालू करें। हरे "नेटवर्क" एलईडी को प्रकाश करना चाहिए।
3. हम सर्किट के नियंत्रण बिंदुओं पर नो-लोड वोल्टेज की जांच करते हैं।
4. हम प्रतिरोधों R4 और R6 को स्थापित नहीं करते हैं, लेकिन ट्रिमर रोकनेवाला R5 के टर्मिनलों को सर्किट के सामान्य तार और +5 V बस से जोड़ते हैं। हम तापमान सेटपॉइंट से वोल्टेज को न्यूनतम तक कम करते हैं।
5. हम VT1 गेट को +5 V पर बंद करके हीटर को कनेक्ट करते हैं, जबकि लाल "हीटिंग" एलईडी प्रकाश करेगा। हम लोड के तहत सर्किट के नियंत्रण बिंदुओं पर वोल्टेज की जांच करते हैं। हम शटर VT1 खोलते हैं (जम्पर को पूरी तरह से हटा दें)।
6. ठंडे टांका लगाने वाले लोहे के साथ, तापमान संवेदक से बहुत धीरे-धीरे वोल्टेज बढ़ाएं और साथ ही सोल्डर तार को टिप पर रखें। जैसे ही सोल्डर पिघलना शुरू हुआ, हम सेटपॉइंट पर वोल्टेज में वृद्धि को रोकते हैं और इसे मापते हैं। यह निकला, उदाहरण के लिए, 1.3 वोल्ट (समान मान तुलनित्र के अन्य इनपुट पर होना चाहिए)।
थर्मोकपल कनेक्शन की ध्रुवीयता को याद रखें। यदि पिन पर वोल्टेज। DA1.1 microcircuit में से 1 कम हो जाता है, फिर थर्मोकपल से तारों को स्वैप करें।
यदि 3 अंकों का डिजिटल वाल्टमीटर (2 वी के पैमाने के साथ) है, तो थर्मोकपल की प्रारंभिक विशेषता निर्धारित की जा सकती है। 25 डिग्री सेल्सियस के स्टिंग तापमान पर, यह 0.68 वी, 60 डिग्री सेल्सियस पर (यह तब होता है जब स्टिंग को हाथों में पकड़ना पहले से ही मुश्किल होता है) - 0.74 वी। उस। हमें (0.74 V-0.68 V) / (60 ° C-25 ° C) = 17 μV / ° C मिलता है। यदि इस मूल्य की तुलना आगे के अध्ययनों से की जाती है, तो यह अनुमान लगाना आसान है कि यहां थर्मोकपल विशेषता को कम करके आंका गया है और गैर-रैखिक है।
7. थर्मोकपल की विशेषता को इस धारणा के साथ निर्धारित करें कि यह रैखिक है (गैर-रैखिकता 150 डिग्री सेल्सियस से नीचे होती है)। 260 ° C के अनुरूप थर्मोकपल वोल्टेज (1.3 V-0.7 V) / 100 = 6 mV है, इसलिए, हमें (6 mV / 260 ° C) = 23 μV / ° C मिलता है।
अधिक सटीक अध्ययन से, हम इस निष्कर्ष पर पहुँचते हैं कि 260 ° C बिंदु पर थर्मोकपल की विशेषता (1.34 V-0.74 V) / [(260 ° C-60 ° C) * 100] = 30 μV के बराबर है। / डिग्री सेल्सियस
8. टांका लगाने वाले लोहे की ऊपरी तापमान सीमा निर्धारित करें। यह 400 डिग्री सेल्सियस का मान लेने के लिए पर्याप्त होगा। यह थर्मोकपल के प्रवर्धित वोल्टेज (400 ° C * 23 μV / ° C) * 100 = 0.92 V के बराबर होगा। उस। 400 डिग्री सेल्सियस के लिए संदर्भ वोल्टेज 0.7V + 0.92V = 1.62V होगा।
टांका लगाने वाले लोहे के ताप को आवश्यक 400 ° C-260 ° C = 140 ° C तक ध्यान में रखते हुए एक अधिक सटीक गणना मूल्य निर्धारित किया जाएगा। उस। यह 30 μV / ° C * 140 ° C = 0.52 V के वोल्टेज के अनुरूप होगा, और 400 ° C पर संदर्भ वोल्टेज 1.34 V + 0.52 V = 1.86 V होगा।
इसके अलावा, गणना में, उमैक्स = 1.86 वी।
9. एक ज्ञात प्रतिरोध R5 (ट्रिमर के समायोजन की पूरी श्रृंखला के उपयोग को ध्यान में रखते हुए) पर तापमान सेटिंग डिवाइस के प्रतिरोधों R4 और R6 के मान निर्धारित करें। हम रचना करते हैं (ओम के नियम के अनुसार) रैखिक प्रणाली 3 अज्ञात के साथ 3 समीकरणों से (R5 ज्ञात है), जिसे हल करते हुए हम निम्नलिखित संबंधों पर आते हैं:
आर4 * मैं = उमिन
(आर4 + आर5) * मैं = उमैक्स
(R4 + R5 + R6) * I = Usup
R6 = R5 * (* -1)
R4 = R5 * उमिन / (उमेक्स-उमिन)
हम प्रतिबाधा R5 को मापते हैं। चयनित ट्रिमर R5 = 2.2 kΩ के लिए, op amp के साथ Umin = 0.7 V लिया गया, सोल्डरिंग आयरन के साथ Umax = 1.86 V लिया गया, आपूर्ति वोल्टेज Upit = 5 V के साथ, हम प्राप्त करते हैं कि R4 = 2.2 kΩ * 0, 7 w / (1.86 w-0.7 w) = 1.33 kΩ और R6 = 2.2 kΩ * (* - 1) = 5.96 kΩ। हम निकटतम नाममात्र मूल्य के प्रतिरोधों का चयन करते हैं, अर्थात ± 1% (± 5%) R4 = 1.33 (1.3) kΩ और R6 = 5.9 (6.2) kΩ।
याद रखें कि तुलनित्र के इनपुट पर ± 0.05 वी का वोल्टेज ± 17 डिग्री सेल्सियस (0.05 वी /) तापमान सीमा के अनुरूप होगा। यह ± 4.2% (0.05 वी /) की सीमा सेटिंग सटीकता निर्धारित करेगा और ± 2.1% (± 4.2%/2) की प्रतिरोधी सटीकता की आवश्यकता होगी (इस मामले में, ± 1% (एफ) करेगा। और ± 5% (जे) प्रतिरोधों का आकार 1206)।
10. हम बोर्ड पर प्रतिरोधों R4 और R6 को मिलाते हैं और एक जांच करते हैं: हम विभक्त के पार वोल्टेज को मापते हैं, और उनके आधार पर, हम टांका लगाने वाले लोहे की प्राप्त तापमान सीमा निर्धारित करते हैं।
यदि आवश्यक हो, तो आप संप्रदायों को ठीक कर सकते हैं। लेकिन मुख्य बात अलग है - टांका लगाने वाले लोहे का तापमान 300-350 डिग्री सेल्सियस तक पहुंचना चाहिए, जो बड़े भागों की स्थापना और निराकरण के लिए आवश्यक है, लेकिन अधिकतम से अधिक नहीं - 400-420 डिग्री सेल्सियस (दोनों बिंदु से) इस हीटर डिजाइन के दृश्य, और स्थापना अभ्यास और सुरक्षा सावधानियों के दृष्टिकोण से)।
टांका लगाने वाले लोहे की तापमान सीमा की निचली सीमा को तुलनित्र पर एक अतिरिक्त ऑफसेट बनाकर 150 ° C के साथ किया जा सकता है: (150 ° C * 23 μV / ° C) * 100 = 0.35 V के बराबर वोल्टेज जोड़ें। op-amp की अपनी ऑफसेट और Umin = 0.7 V + 0.35 V = 1.05 V पर प्रतिरोधक मान विभक्त की पुनर्गणना करें। यह ध्यान देने योग्य है कि यदि कम पिघलने वाले सोल्डर के साथ सोल्डर करना आवश्यक है: लकड़ी के मिश्र धातु (60 डिग्री सेल्सियस), गुलाब, तो तापमान सीमा की निचली सीमा को बदलना बेहतर नहीं है।
गणना किए गए डेटा के साथ सभी मापा मूल्यों की तुलना करना उपयोगी होगा सर्किट को किसी अन्य समायोजन की आवश्यकता नहीं है।
कैलिब्रेशन
1. समायोजन घुंडी को बाईं ओर सेट करें, नेटवर्क चालू करें (सोल्डरिंग आयरन को ठंडा करके)। धीरे से हैंडल को दक्षिणावर्त घुमाएं। जैसे ही "हीटिंग" संकेतक रोशनी करता है, वे मामले पर जोखिम उठाते हैं - यह न्यूनतम तापमान होगा;
2. फिर धीरे-धीरे आगे बढ़ने के लिए हैंडल को घुमाएं और साथ ही सोल्डर वायर को टिप पर पकड़ें;
3. जैसे ही मिलाप पिघलना शुरू होता है - शरीर पर 260 डिग्री सेल्सियस का निशान लगाएं;
4. टिप का तापमान, विशिष्ट मामलों (1206, SO, DIP, TQFP) को टांका लगाने के लिए सुविधाजनक, थोड़ा अधिक होगा, इसे स्वयं निर्धारित करें और "मुख्य" चिह्न - 270 ° डालें।
तापमान सेटपॉइंट हमेशा उस पर होना चाहिए (यदि उच्च तापमान की आवश्यकता नहीं है)।
5. सभी तरह से दाईं ओर के हैंडल को खोल दें और शरीर पर जोखिम डालें - यह अधिकतम तापमान है।
उन लोगों के लिए जो अधिक सटीक अंशांकन (20-50 डिग्री सेल्सियस के विभाजन मूल्य के साथ) करना चाहते हैं, तो यह विशुद्ध रूप से ग्राफिक तरीके से किया जाता है। यह जांचने के लिए कि क्या मामले पर तापमान के निशान तापमान सेंसर से वोल्टेज के अनुरूप हैं, आपको 3 अंकों के डीसी मीटर की आवश्यकता होगी। थर्मोकपल की गैर-रैखिकता के कारण 150 ° से नीचे कैलिब्रेट नहीं करना बेहतर है।
हे योजनाबद्ध आरेख
(व्याख्यात्मक नोट)।
TTP-50 220 V / 18 V 2.8 A को Tr1 के रूप में चुना गया था। यद्यपि आप 18-20 वोल्ट के XX सेकेंडरी वाइंडिंग के वोल्टेज के साथ कम से कम 50 वाट की शक्ति वाले किसी भी ट्रांसफार्मर का उपयोग कर सकते हैं।
हम कम से कम 2.5-3 ए के फॉरवर्ड करंट के लिए डायोड ब्रिज का चयन करते हैं, जो चालू होने पर बिना रेडिएटर के सोल्डरिंग आयरन के एक मिनट के हीटिंग का सामना कर सकता है।
कैपेसिटर C5 की क्षमता कम से कम 2200 μF ± 20% 50 V होना वांछनीय है।
सर्किट को 5 V (SOIC-8 पैकेज में AD8542AR) द्वारा संचालित दोहरे, कम-शक्ति वाले op-amp पर इकट्ठा किया गया है। 101 (R3 / R1 + 1 = 10 kΩ / 100 ओम +1) के वोल्टेज लाभ के साथ DA1.1 पर OOS के साथ एक मानक गैर-इनवर्टिंग एम्पलीफायर। C1-R3 सर्किट कटऑफ आवृत्ति = 1/2πR3C1 = 1/2π * 10 kohm * 0.1 μF = 160 Hz (C1 शंट R3), और निम्न के साथ उच्च आवृत्ति क्षेत्र में op-amp लाभ में कमी को निर्धारित करता है। -पास फिल्टर (कम आवृत्ति) R2-C2 इनपुट सिग्नल की बैंडविड्थ को 16 हर्ट्ज तक सीमित करता है (कटऑफ आवृत्ति = 1/2πR2C2 = 1/2π * 10 kΩ * 10 μF = 16 हर्ट्ज), जो डिवाइस के काम करने के लिए काफी है। अच्छी तरह से। रोकनेवाला R2 संभावित संभावित धाराओं को भी सीमित करता है (क्षेत्र IC DA1.1 का पिन 3 रोकनेवाला R2 के माध्यम से टांका लगाने वाले लोहे की नोक से जुड़ा है)। उदाहरण के लिए, आप 5 वोल्ट से संचालित किसी भी op-amp का उपयोग करने का प्रयास कर सकते हैं; केए, सीए, एलएम, 158, 258, 358, 2904। इस मामले में, स्टेबलाइजर को 7808 से बदलकर, आपूर्ति वोल्टेज को 8 वोल्ट तक बढ़ाना बेहतर है।
IRFZ44N प्रकार का एक पावर MIS ट्रांजिस्टर (एक सुरक्षात्मक Schottky डायोड के साथ) 0.02 ओम प्रति वर्तमान 49 के चैनल प्रतिरोध के साथ और 55 V का एक नाली-स्रोत वोल्टेज (केस 22 * 0.02 ओम = 0.08 W का ताप) था VT1 कुंजी के रूप में चयनित। DA1.2 से VT1 को अलग करने के लिए, साथ ही क्षेत्र-प्रभाव ट्रांजिस्टर के गेट के आत्मविश्वास से नियंत्रण के लिए, जिसमें लगभग 1500 pF की महत्वपूर्ण इनपुट कैपेसिटेंस है, रेसिस्टर R8 = 1 kohm आवश्यक है। R9 = 100 kΩ op-amp आउटपुट करंट के प्रवाह के लिए आवश्यक है, क्योंकि इनपुट प्रतिबाधा VT1 बहुत अधिक है। आप मदरबोर्ड से फील्ड-इफेक्ट ट्रांजिस्टर का उपयोग करने का प्रयास कर सकते हैं। मुख्य स्विच घरेलू प्रकार T1 का 250 V 3 A के लिए है, जो पीछे की दीवार पर छेद में स्थापित है। मुख्य फ्यूज 250 V के लिए मानक है। चूंकि चालू होने पर कुछ दबाव धारा होती है, फिर फ्यूज को 1 ए पर लिया जाता है। यह संभव है कि सर्किट कम भागों के साथ काम करेगा, और संभवतः अधिक।
मामले का निर्माण

1. मामले की दीवारों को प्लाईवुड की एक छोटी शीट से काट दिया जाता है।
2. पीवीए गोंद (फर्नीचर के लिए) के साथ शरीर को गोंद करें। संरचना के अस्थायी बन्धन के लिए, छोटे (Ø 1.2 मिमी) नाखूनों का उपयोग किया जाता है।
3. एक आयताकार शरीर के लिए पैर एक ही प्लाईवुड (6 मिमी) से बने होते हैं, एक ट्रिमर के लिए एक हैंडल, पहले से ही मिल्ड (स्प्लिस्ड) लकड़ी के बीम से 10-20 मिमी व्यास के साथ बनाया जा सकता है, ट्रिमर को कसकर फिट किया जा सकता है शैफ्ट। पैरों को प्लाईवुड सामग्री, और फाइबरबोर्ड पर - छोटे स्व-टैपिंग शिकंजा पर गोंद करना बेहतर होता है।
4. सभी लकड़ी के हिस्से और बाहरी हिस्से को वार्निश की दो परतों से ढका गया है। पहली परत को मोटे कपड़े (कपास, लिनन) या 1000 सैंडपेपर से रेत दिया जाता है, दूसरी - आप वांछित रंग का एल्केड पेंट भी लगा सकते हैं। सामान्य तौर पर, उपयोग किए गए भागों, कल्पना और क्षमताओं के आधार पर मामले का डिज़ाइन कोई भी हो सकता है।
ढांचा
आकार (आंतरिक) 140 x 60 x 85 मिमी
सामग्री प्लाईवुड 6 मिमी और 4 मिमी (सामने की दीवार के लिए)
कोटिंग वार्निश (2 परतें)
नीचे हटाने योग्य कवर
आकार 140 x 85 मिमी (1 पीसी।)
फाइबरबोर्ड सामग्री 3.2 मिमी या प्लाईवुड 4 मिमी
स्व-टैपिंग शिकंजा ओ 2.5 x 12 मिमी, काउंटरसंक। - 4 चीजें।
फेल्ट लेग पैड ओ 16 मिमी (सदमे-अवशोषित) - 4 पीसी।
शीर्ष कवर
आकार 140 x 85 मिमी (1 पीसी।)
सामग्री प्लाईवुड 6 मिमी
साइड की दीवार
आकार 95 x 70 मिमी (2 पीसी।)
सामग्री प्लाईवुड 6 मिमी
सामने वाली दीवार
आकार 140 x 70 मिमी (1 पीसी।)
सामग्री प्लाईवुड 4 मिमी
पिछवाड़े की दीवार
आकार 140 x 70 मिमी (1 पीसी।)
सामग्री प्लाईवुड 6 मिमी